您的位置:
您的位置: 产品名称:FO-11-D在线面密度测量仪(专利产品)


FO-11-D在线面密度测量仪(专利产品)
产品说明 | Description
 欢迎致电0757-82722868, 咨询和订购
欢迎致电0757-82722868, 咨询和订购- 详细描述
FO-11-D在线面密度测量仪(专利产品)
产品介绍:
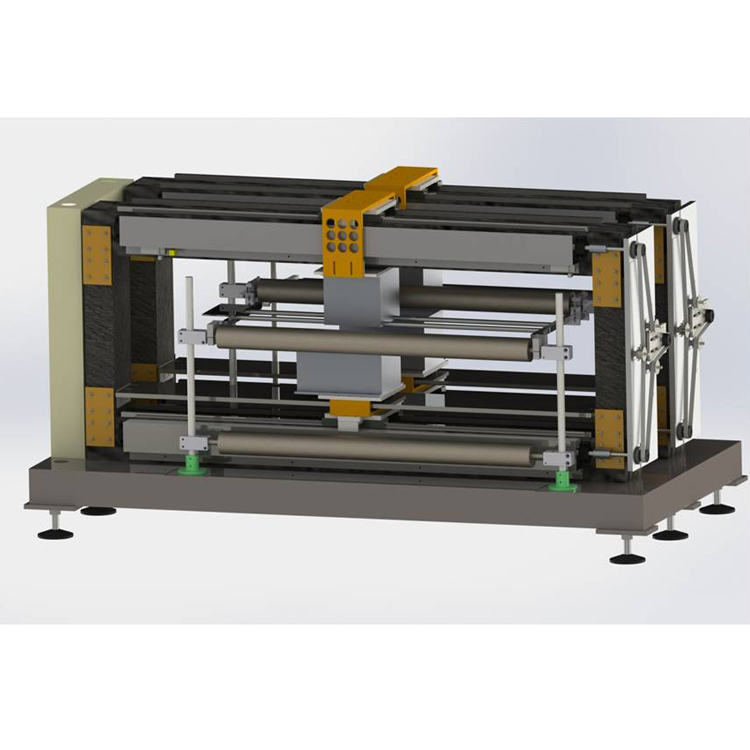
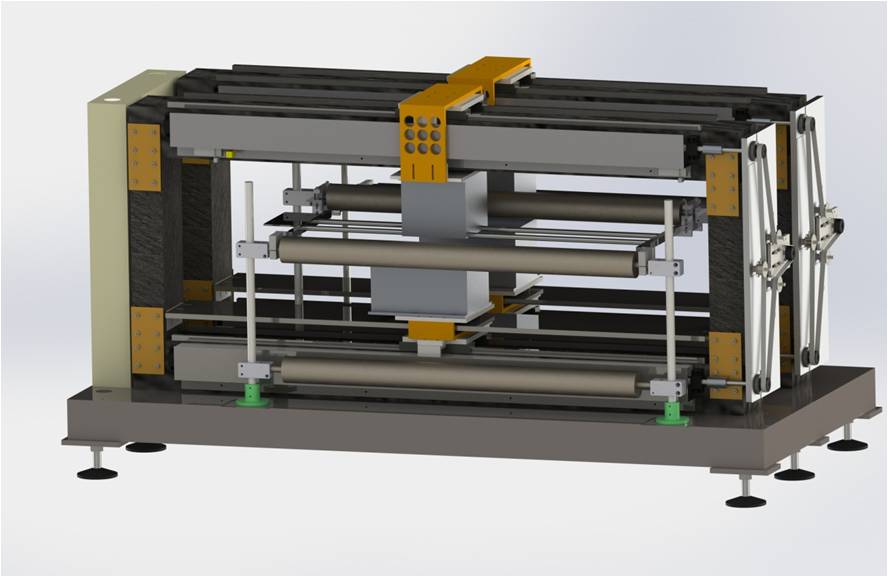
工作原理:两个扫描架并排安装,一个安装X射线,另外一个安装Beta,这种设计完美地解决了基材面密度不均匀的问题。它是利用石墨和铜在X射线和Beta射线中的不同吸收系数,对测量结果进行解耦合运算,直接算出材料中石墨和铜箔的面密度。在线实时检测电池极片生产过程中的面密度变化,根据极片面密度偏差,计算挤压头泵速修正量(或涂辊速比),以及挤压头(或刮刀)与涂辊间隙的修正量,并根据从涂布机控制器获取的当前量,计算出上述三个量的更新值,并及时反馈到涂布机控制器,实现生产工艺值得微调,最终实现极片面密度的稳定(适用于铜基材涂布在线监测)。
优点:目前有厂家应用前后扫描机架测量,首先,看能否解决铜箔面密度不均匀的情况。在第一面涂布测量中,前架测基材,这种情况可以扣除铜箔的面密度,这种情况下是可以解决铜箔不均匀问题;在第二面涂布测量中,前架测量基材和第一面涂布重量,看起来似乎可以通过扣除方法算出第二面的涂布量,但其实不然,从目前的生产工艺看,因为前架测量的数据中,含有基材和第一面涂布时没有完全烘干的溶剂,而这些溶剂在第二次涂布烘干时会被烘干,所以这种扣除方法得出的第二遍涂布量并不准确。
由于前后扫描架距离远,目前挤压涂布的前后距离都达到40~50米,且中间存在浮动辊等影响前后扫描同步的因素,前后架扫描同步相当复杂,容易出现同步误差,在间隔涂布生产工艺中,我们可以利用涂布的间隔重新进行纵向的同步,以消除上述误差,但如果是连续涂布,我们没有找到同步标志,上述的纵向误差可能出现累积而无法消除,若人为加插同步标志,则可能破坏产品。我们实际测试时,若没有纵向同步机制,两三个小时可能误差2-3cm,若生产速度更加快,这种误差可能更大,在第二遍涂布扣除测量时,这种不同步造成的误差可能是不能接受的。
测量精度:
面密度测量范围:1-1000g/ m2
重复精度:≤±1‰或0.25g/m2
扫描定位精度:2mm
产品介绍:
工作原理:两个扫描架并排安装,一个安装X射线,另外一个安装Beta,这种设计完美地解决了基材面密度不均匀的问题。它是利用石墨和铜在X射线和Beta射线中的不同吸收系数,对测量结果进行解耦合运算,直接算出材料中石墨和铜箔的面密度。在线实时检测电池极片生产过程中的面密度变化,根据极片面密度偏差,计算挤压头泵速修正量(或涂辊速比),以及挤压头(或刮刀)与涂辊间隙的修正量,并根据从涂布机控制器获取的当前量,计算出上述三个量的更新值,并及时反馈到涂布机控制器,实现生产工艺值得微调,最终实现极片面密度的稳定(适用于铜基材涂布在线监测)。
优点:目前有厂家应用前后扫描机架测量,首先,看能否解决铜箔面密度不均匀的情况。在第一面涂布测量中,前架测基材,这种情况可以扣除铜箔的面密度,这种情况下是可以解决铜箔不均匀问题;在第二面涂布测量中,前架测量基材和第一面涂布重量,看起来似乎可以通过扣除方法算出第二面的涂布量,但其实不然,从目前的生产工艺看,因为前架测量的数据中,含有基材和第一面涂布时没有完全烘干的溶剂,而这些溶剂在第二次涂布烘干时会被烘干,所以这种扣除方法得出的第二遍涂布量并不准确。
由于前后扫描架距离远,目前挤压涂布的前后距离都达到40~50米,且中间存在浮动辊等影响前后扫描同步的因素,前后架扫描同步相当复杂,容易出现同步误差,在间隔涂布生产工艺中,我们可以利用涂布的间隔重新进行纵向的同步,以消除上述误差,但如果是连续涂布,我们没有找到同步标志,上述的纵向误差可能出现累积而无法消除,若人为加插同步标志,则可能破坏产品。我们实际测试时,若没有纵向同步机制,两三个小时可能误差2-3cm,若生产速度更加快,这种误差可能更大,在第二遍涂布扣除测量时,这种不同步造成的误差可能是不能接受的。
测量精度:
面密度测量范围:1-1000g/ m2
重复精度:≤±1‰或0.25g/m2
扫描定位精度:2mm